කාබයිඩ් රොටරි බර් උසස් තත්ත්වයේ ටංස්ටන් කාබයිඩ් ද්රව්ය වලින් සාදා ඇති අතර එය ටංස්ටන් වානේ රොටරි බර් ලෙසද හැඳින්වේ.සාමාන්යයෙන් අධිවේගී විදුලි ඇඹරුම් යන්තයක් හෝ සුළං මෙවලමක් සමඟ භාවිතා වේ.වාත්තු යකඩ, වාත්තු වානේ, කාබන් වානේ, මිශ්ර ලෝහ, මල නොබැඳෙන වානේ, දෘඪ වානේ, තඹ සහ ඇලුමිනියම් ආදිය සැකසීම වැනි විවිධ වැඩ අවශ්යතා සඳහා භාවිතා කළ හැක.
1,සම්මත හැඩය වර්ගීකරණය:

සාමාන්ය කාබයිඩ් රොටරි බර්ස් ඉහත හැඩතල 19 ට බෙදිය හැකිය, බහුලව භාවිතා වන සිලින්ඩරාකාර, ගෝලාකාර, දැල්ල හිස හැඩය යනාදිය, A, B, C, වැනි ගෘහස්ථ තවත් අකුරු එක් එක් හැඩය කෙලින්ම දක්වයි, විදේශ රටවල් සාමාන්යයෙන් කෙටියෙන් දැක්වේ. අකුරු ZYA, KUD, RBF, ආදිය.
අධිවේගී දුම්රිය කර්මාන්තයේ දත් හැඩයන් පහක් ද භාවිතා වේ:

2,වර්ගීකරණය of කැපීම දාරය දත්:
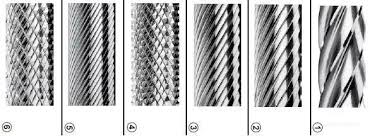
සාමාන්යයෙන් තනි දාර රටා දත් කාබයිඩ් රොටරි බර්ස් මෘදු ෆෙරස් නොවන ලෝහ, ප්ලාස්ටික්, මෘදු අධි ආතන්ය වානේ හෝ දෘඩ දැව සැකසුම් මෙහෙයුම් සඳහා වඩාත් යෝග්ය වන අතර, ඉහළ කැපුම් කාර්ය සාධනයක් නිෂ්පාදනය කිරීම සඳහා දෘඩ ද්රව්ය සඳහා හරස් දාර රටාව වඩාත් සුදුසු වේ. වැඩ ෙකොටස් ඇඹරුම් ෙමෙහයුම් වලින් සාදා ඇති වාත්තු යකඩ, වාත්තු වානේ, ෆයිබර්ග්ලාස් ප්ලාස්ටික් දව්ය.
කාබයිඩ් රොටරි burrs එක් එක් හැඩය තලය දත් හැඩය නිශ්චිත මෙහෙයුම් අවශ්යතා අනුව තෝරා ගත හැක, සාමාන්ය සම්මත දත් හැඩය ඉහත හය වෙත යොමු කළ හැක.ඔවුන් අතර, එක් එක් දත් හැඩය අදාළ වේ:
① ඇලුමිනියම් සඳහා දත් - විශේෂයෙන් ඇලුමිනියම් මිශ්ර ලෝහ, පිත්තල, මැග්නීසියම් වැනි මෘදු ලෝහ සඳහා සුදුසු වේ. එහි පුළුල් දත් තණතීරුව නිසා, එය වේගයෙන් පිරිසිදු කිරීම කැපීමට හිතකර වේ;
② රළු දත් රටාව - ලෝකඩ, ටින්, සින්ක්, පිරිසිදු තඹ සහ වෙනත් පහසුවෙන් යන්ත්රගත කළ හැකි ද්රව්ය වැනි මෘදු ද්රව්ය සඳහා නිර්දේශ කෙරේ;
③ මධ්යම දත් රටා/සම්මත දත් රටා - සියලු වර්ගවල වානේ (තම්පිත වානේ ඇතුළුව), වාත්තු වානේ සහ සියලුම ලෝහ ද්රව්ය යන්ත්රෝපකරණ සඳහා සුදුසු වේ.මෙම පැතිකඩ සඳහා හොඳ මතුපිට නිමාව සහ සාපේක්ෂ ඉහළ යන්ත්රෝපකරණ කාර්යක්ෂමතාව;
④ දියමන්ති දත් රටාව - මෙම දත් රටාව ඉහළ මිශ්ර වානේ, මල නොබැඳෙන වානේ, මැග්නීසියම් මිශ්ර ලෝහ, අළු වාත්තු යකඩ සහ සර්කෝනියම්-නිකල් වානේ යන්ත්රෝපකරණ සඳහා සුදුසු වේ, ක්රියාත්මක වන විට චිප්ස් තලා දැමීමෙන් ඇති වන අහිතකර සංසිද්ධි ඵලදායී ලෙස වළක්වයි;
⑤ ඝන දත් රටාව - ඉහළ මතුපිට ගුණාත්මක භාවයක් අවශ්ය නිම කිරීම සහ අනෙකුත් යන්ත්රෝපකරණ මෙහෙයුම් සඳහා, විශේෂයෙන් 66 හෝ ඊට අඩු රොක්වෙල් දෘඪතාව (HRC) සහිත තෙම්පරාදු වානේ සඳහා;
⑥ හරස් දත් රටාව - මෙම දත් හැඩය සියලු වර්ගවල ලෝහ ද්රව්ය සඳහා (තෙම්පරාදු කරන ලද වානේ සහ විඛාදනයට ප්රතිරෝධී ද්රව්ය ඇතුළුව) සුදුසු වන අතර සැකසීමේදී අඩු කම්පනයකින් ක්රියාකාරිත්වය පාලනය කිරීම පහසුය.
එවැනි දත් රටාවක් තෝරා ගැනීම මත පදනම් වූ තනි දත් ගොනුව මත පදනම්ව, චිප් දිගු ද්රව්ය සැකසීම සඳහා භාවිතා කළ හැකි, ① ② ③ ⑤ ගොනු දත් සඳහා යෙදිය හැකි තවත් ආකාරයේ චිප් බිඳීමේ දත් රටාවක් තිබේ.

3,කාබයිඩ් rඔටරි burr ප්රමාණය තේරීම:
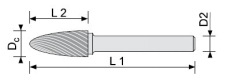
කාබයිඩ් රොටරි බර් ප්රමාණය තෝරා ගැනීම ප්රධාන වශයෙන් හිස් විෂ්කම්භය Dc සහ ෂේන්ක් විෂ්කම්භය D2 මත පදනම් වේ, එහිදී හිස් තල විෂ්කම්භය L2 සහ සමස්ත දිග L1 නිශ්චිත රැකියා අවශ්යතා අනුව තෝරා ගත හැකිය.
සම්මත කාබයිඩ් රොටරි බර්: ෂැන්ක් විෂ්කම්භය (D2) ප්රධාන වශයෙන් 3mm, 6mm, 8mm, 2.35mm ද පවතී.ෂැන්ක් දිග යනු මෙහෙයුම් සඳහා පොදු පිරිවිතර වේ.
දිගු කරන ලද ෂැන්ක් කාබයිඩ් රොටරි බර්: නිශ්චිත ක්රියාකාරී තත්ත්වය අනුව මෙම වර්ගයේ ෂැන්ක් වල දිග තෝරා ගත හැකිය, සාමාන්යයෙන් 75mm, 100mm, 150mm, 300mm ඇත, එය සම්බන්ධ කිරීමට අපහසු හෝ ගැඹුරු ප්රදේශයක් සැකසීමට ඉතා සුදුසු ය.ෂේන්ක් එක දිග වන තරමට එය වඩා හොඳය, මන්ද එය ඇඹරුම් මෙහෙයුමේදී කම්පනය වන අතර එමඟින් වැඩ කරන බලපෑමට බලපායි.
ක්ෂුද්ර කාබයිඩ් රොටරි බර්: මෙම ආකාරයේ භ්රමණ බර් වල හිස විෂ්කම්භය කුඩා වේ, සාමාන්යයෙන් ෂේන්ක් විෂ්කම්භය 3mm වේ.එහි ඉහළ සාන්ද්රණය නිසා එය දුම්රිය ස්ථාන කොටස් ආදිය කැපීම සඳහා සුදුසු වේ.
4,කාබයිඩ් rඔටරි burr ආලේපනය:
සාමාන්යයෙන් කථා කිරීම, ප්ලේටින් ප්රතිකාරයකින් තොරව භ්රමක බර්සර් සඳහා නිශ්චිත අවශ්යතාවක් නොමැත.එවිට භ්රමක බුරුල්ලේ ප්ලේටින් ප්රතිකාරය ප්රධාන වශයෙන් මෙවලමෙහි සේවා කාලය දීර්ඝ කළ හැකිය, කපන චිප් ඉවත් කිරීමේ තත්ත්වය වැඩිදියුණු කිරීම, වඩා හොඳ තාප ප්රතිරෝධය සහ ප්රති-ඇලවුම් ගුණ ඇති අතර, කැපුම් බලය වැඩි දියුණු කළ හැකිය!
පසු කාලය: ජූනි-17-2023